Food Packaging Bag Sealing and Barrier: An Engineering Guide to Material Structure and Heat Sealing Process
The "freshness preservation ability" of food packaging bags is essentially determined by two factors: barrier (blocking oxygen/moisture/odors) and sealing (leak-proof, non-fraying, and contamination-resistant sealing). Many cases of "bulging bags, leaks, and rework" are not due to insufficient material cost, but rather to a mismatch between the structure and the heat sealing window, or the selection of incorrect testing methods.
Structure Selection Recommendations: First determine the functional layers (barrier/oil resistance/temperature resistance), then determine the appearance layers (printing/feel).
I. First, distinguish: Barrier Indicators vs. Sealing Indicators
Barrier Layer: Focus on Oxygen Transmission Rate (OTR) and Water Vapor Transmission Rate (WVTR) to determine the risks of oxidation, moisture absorption, and aroma loss.
Sealing Layer: Focus on heat seal strength, heat seal window (the temperature/pressure/time range for stable production), and resistance to contamination (whether it can still seal firmly in the presence of powder/oil stains).
A common engineering misconception is focusing only on the barrier layer (such as aluminum foil/metallized plating) while neglecting the formulation and process window of the inner heat seal layer; resulting in materials that are "strong," but the seal is "brittle."
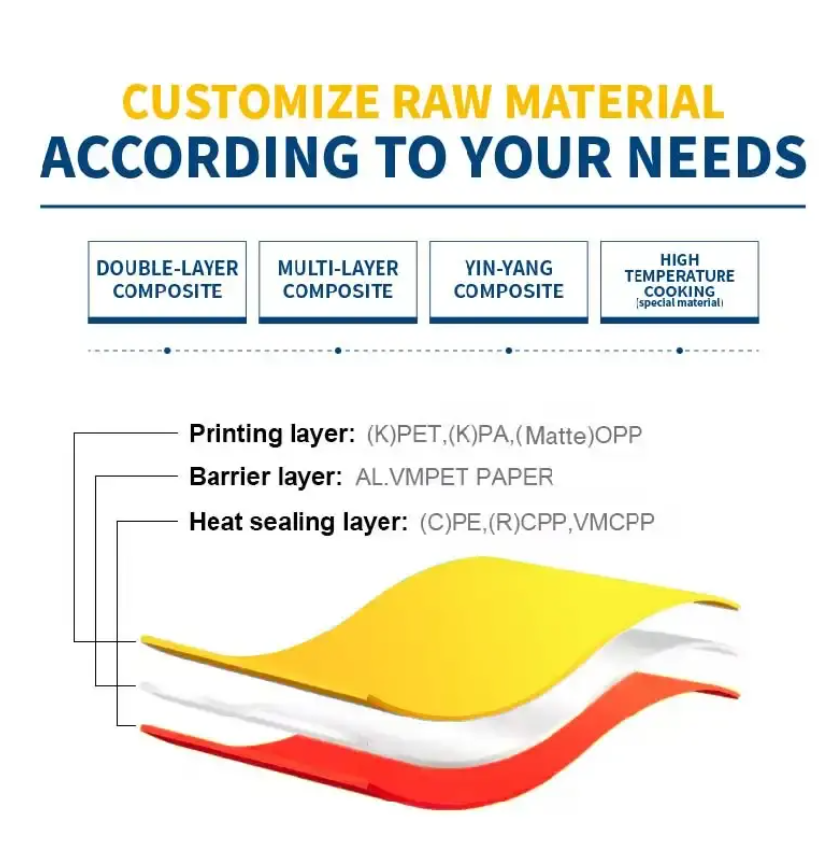
II. The core logic of structural design: Define the functional layers first, then the appearance layers. Thinking of packaging bags in three layers makes them less prone to errors:
Outer layer (display/printing layer): PET/BOPP, etc., responsible for stiffness, print stability, and abrasion resistance.
Middle layer (barrier/reinforcing layer): AL foil, VMPET, PA/NY, EVOH, etc., responsible for barrier and puncture resistance.
Inner layer (heat-sealing/contact layer): PE/CPP/RCPP, etc., responsible for heat sealing, oil resistance, and safety in contact with contents.
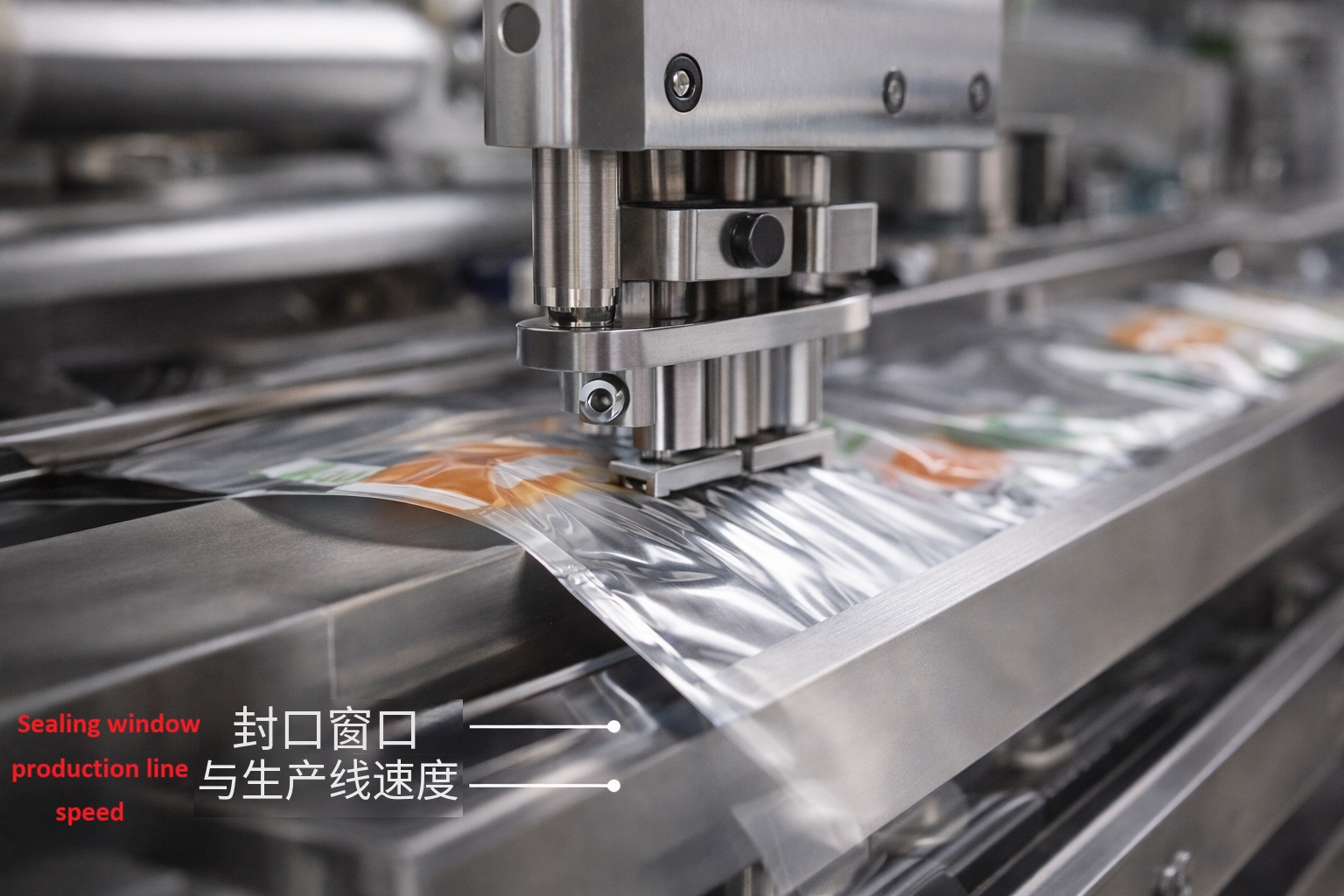
The sealing stability of an automated packaging line depends on whether the heat-sealing window and the cooling cycle are matched.
The table below provides a quick comparison of "Common Scenarios - Structure - Key Verification Items," suitable for selection communication:
| Food Scenarios | Recommended Structure Examples (Illustrative Only) | Key Risk Points | Recommended Testing |
|---|---|---|---|
| Dry Goods/Powders (Moisture-proof) | PET/VMPET/PE or PET/AL/PE | Powder trapped in the seal, causing incomplete sealing and air leakage | Anti-contamination sealing, airtightness (air leakage) |
| Nuts/Oil Products (Anti-oxidation + Oil Resistance) | Nuts/Oil Products (Anti-oxidation + Oil Resistance) | Oil seepage, delamination, brittle seal | Oil resistance, peel strength, heat seal strength |
| Frozen Foods (Low-Temperature Toughness) | PA/PE or PET/PE (Low-Temperature System) | Low-Temperature brittleness, drop damage | Low-Temperature drop resistance, puncture resistance, sealing impact |
| Reheating/High Temperature (Heat Resistance) | PET/PA/RCPP (or similar heat-resistant structure) | Delamination after reheating, odor, seal failure | Resistant to reheating appearance/odor, seal strength |
III. Heat Sealing Process Window: From "Able to Seal" to "Able to Achieve Stable Mass Production"
Higher sealing strength isn't always better; a balance must be struck between "easy to tear/no air leakage/no machine jamming." Factories are advised to manage heat sealing parameters as a window:
Temperature: Too low → incomplete fusion; Too high → material degradation/embrittlement/wrinkling/odor.
Pressure: Insufficient → weak seal; Too high → damage to the heat seal layer, thinning of the seal edge.
Time: Too short → insufficient strength; Too long → heat damage, decreased efficiency.
Cooling and Cycle Time: On high-speed packaging lines, "stressing before complete cooling" makes edge bursting/damage more likely.
If your product experiences edge bursting or seal damage on an automated packaging line, it's often not due to "material defects," but rather a mismatch between "thermal adhesion (heat bond strength) and cycle time." It's recommended to clearly specify the target line speed, whether the seal will trap powder/oil, and the packaging machine model during the sampling stage to avoid repeated structural modifications later.
IV. Common Failure Modes and Quick Troubleshooting
Air Leakage/Bag Swelling: First check for powder trapping at the seal, wrinkles at the sealing edge, and whether the inner heat-sealing material matches the contents (grease/alcohol/high temperature).
Edge Bursting/Bag Tear: Check for "stressing without cooling," whether the sealing edge design is too narrow, and whether the material thickness and PA reinforcement layer are necessary.
Delamination/Blistering: Check for composite peel strength, curing time, solvent residue, and compatibility with the adhesive system.
Odor: Check for solvent residue, ink/adhesive system, and odors caused by overheating and carbonization.
V. Pre-Mass Production Testing Checklist: Replace "Experience-Based Decisions" with "Small-Scale Tests"
It is recommended to conduct at least one round of "small-scale tests" to mitigate risks during the prototyping stage:
Sealing Strength (Comparison curves at different temperatures/time points)
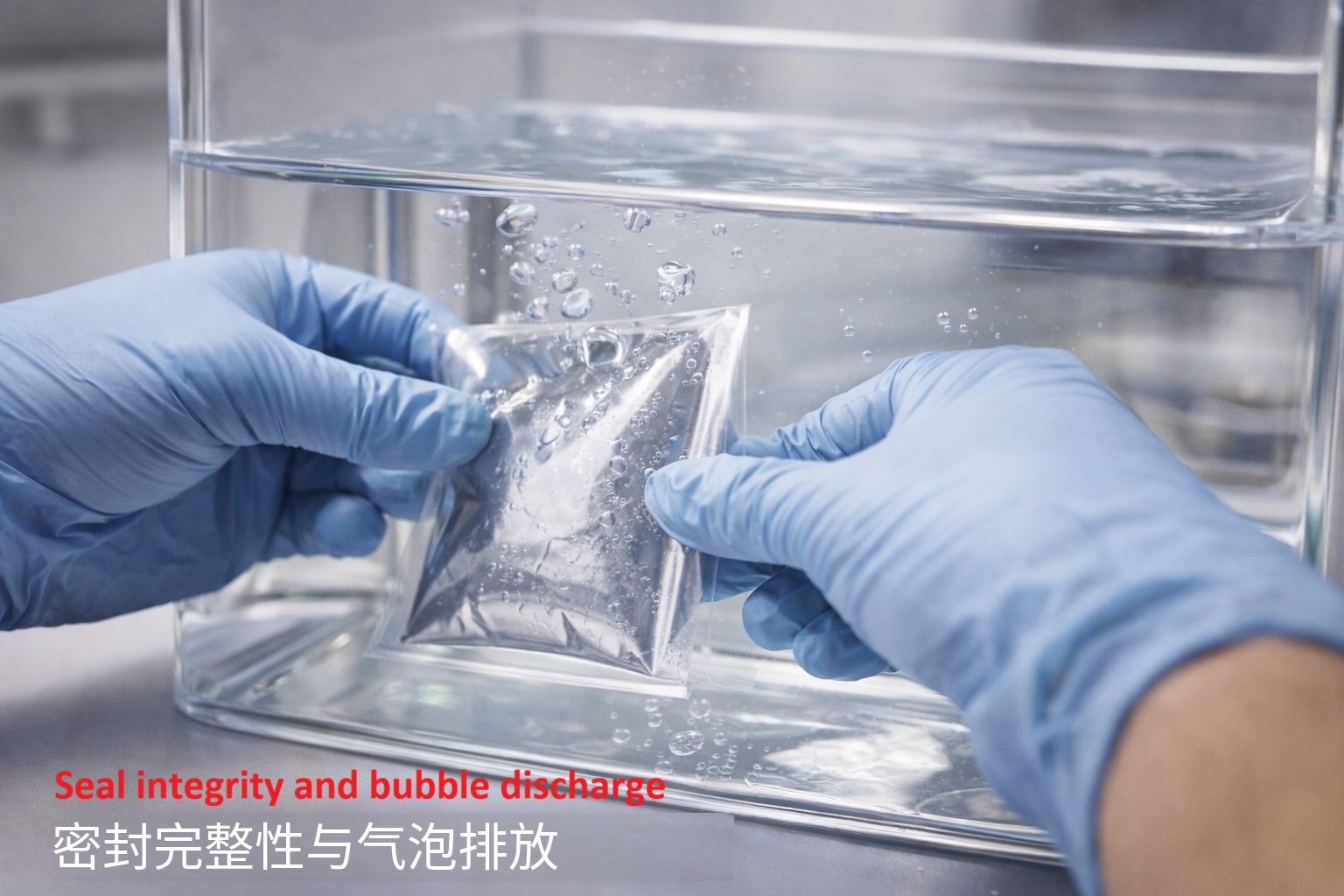
Sealing/Leakage Tests (Vacuuming/Water Testing/Pressure Decay, etc.)
Drop/Impact Tests (Especially for Frozen/Heavy Packaging)
Oil/Temperature Resistance Retests (Grease, Retorting, Hot Filling)
Sealing tests are recommended to be completed during the prototyping stage: identify problems first, then work backward to determine structural and process parameters.